
数控车床CNC Lathe

展品:数控车床CYNCP320
| 型号 | 生产年份 | 当时市价 |
|---|---|---|
| CYNCP320 | 1981年 | 9299.80元 |
CYNCP320履历
自2022年9月荣退 位于工程文化认知园G1区 教学
CYNCP320于2001-2016年间服务于上海大学工程训练中心学生实训,16年间总计完成学生实习人次约10.56万人时数。
数控车床CYNCP320简介
CYNCP320数控车床是两坐标卧式数控车床,采用北京航天控制系统,配置交流伺服电机作为驱动部件,以脉冲编码器为检验部件构成半闭环的CNC系统。可控制纵Z、横X两坐标联动,最小控制当量为1µm,可通过自动控制刀具的运动轨迹,完成内外圆、柱面、圆锥面、圆弧面、端面、切槽等工序的切削加工,也可车削直螺纹、锥螺纹等。该机床采用模块化设计,实现自动换到、主轴变速及冷却液等辅助设施的自动控制。
数控车床定义
数控(Computer Numerical Control,CNC)机床是按照事先编制好的加工程序,自动地对被加工零件进行加工。把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数以及辅助功能,按照数控机床规定的指令代码及程序格式编写成加工程序单,再把这程序单中的内容记录在控制介质上,然后输入到数控机床的数控装置中,从而指挥机床加工零件。
数控车床是使用较为广泛的数控机床之一。它主要用于轴类零件或盘类零件的内外圆柱面、任意锥角的内外圆锥面、复杂回转内外曲面和圆柱、圆锥螺纹等切削加工,并能进行切槽、钻孔、扩孔、铰孔及镗孔等。
数控车床又称为CNC车床,即计算机数字控制车床,是国内使用量最大,覆盖面最广的一种数控机床,约占数控机床总数的25%。数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。是机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点的工作母机。
数控车床组成
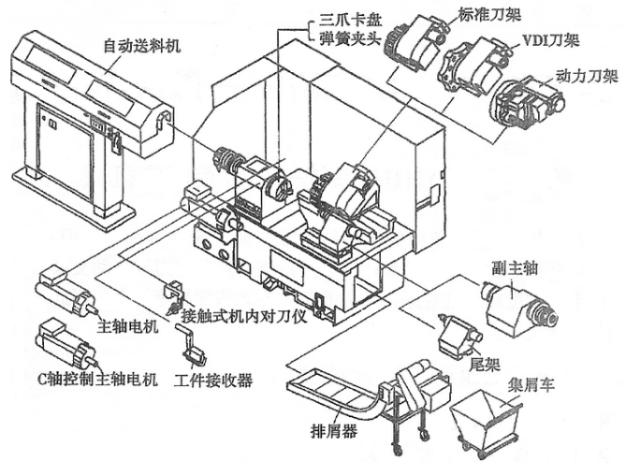
典型数控车床结构
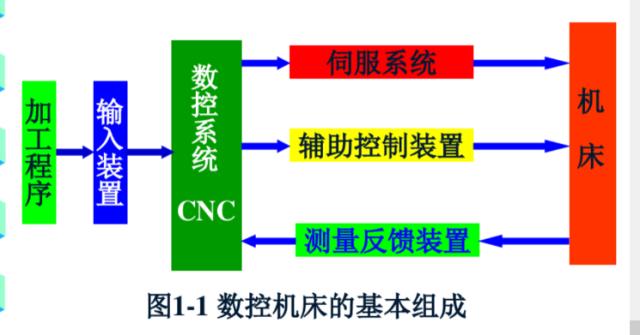
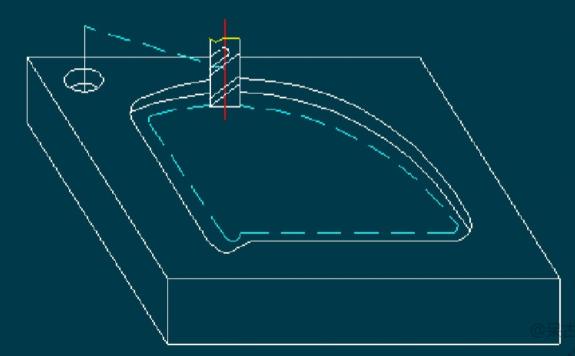
数控机床工作原理
-加工程序:数控程序是把加工零件的所有运动、尺寸、工艺参数和辅助运动等加工信息,按规定的方法、格式和代码所编制的程序。
-输入装置:将控制介质上的有关加工信息传递并存入控制系统内。
-数控系统:是数控机床的核心,其功能是接受输入装置送来的脉冲信号,经过编译、运算和逻辑处理后,输出指令控制机床的各个部分进行规定的动作。
-伺服系统:是数控系统的执行部分,接受数控装置的治疗信息,经功率放大后,严格按指令信息要求驱动机床的运动部件,完成指令规定的运动。伺服系统由伺服驱动电路和伺服驱动装置组成。
-测量反馈装置:检测数控机床坐标轴的位移值并反馈到数控装置中,一边进行比较和纠正错误。
-辅助控制装置:接受数控装置输出的主运动换向、变速、启动、刀具选择和交换等的指令信息,并发出控制辅助装置的命令。
-机床:主传动装置、进给传动装置、床身、工作台和辅助装置组成。
数控车床的分类-按运动轨迹分
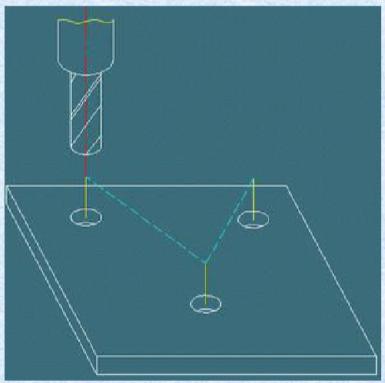
点位控制
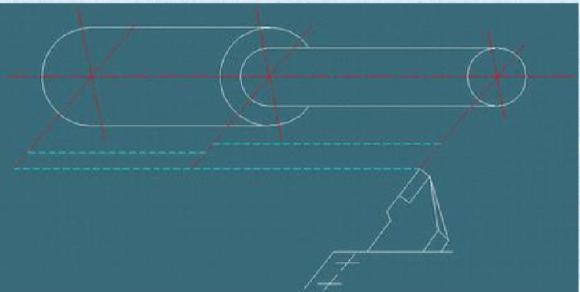
直线控制
轮廓控制
数控车床的分类-按主轴配置形状分

立式数控车床

卧式数控车床
数控车床的分类-按功能分

经济型数控车床

多功能数控车床

车削加工中心
数控车床特点
-与普通车床相比,数控车床增加了对机床运动和动作自动控制的功能部件,使其能够自动完成对零件加工的全过程。
--高效率,加工生产效率高
--高柔性,对零件加工的适应性强、灵活性好
--高精度,加工精度高、质量稳定
--工艺能力强
--模块化设计,有利于生产管理
数控车床的工作过程
-程序编制:从零件图样到制成控制介质的全部过程。
数控机床程序编制的方法有三种:手工编程、自动编程和加工中心CAD/CAM
数控机床编程的主要内容:分析零件图样、确定加工工艺过程、进行数学处理、编写程序清单、制作控制介质、进行程序检查、输入程序以及工件试切。
-输入:把零件程序、控制参数和补偿数据输入到数控装置中
-译码:将加工信息和其他辅助信息翻译成计算机能识别的数据形式并存在指定的内存专用区域
-刀具补偿:包括刀具半径补偿和刀具长度补偿
-插补:根据给定速度和轮廓线性的要求,在轮廓之间,确定中点的方法
-位置控制和机床加工
数控车削加工主要用于轴类和盘类回转体工件的加工,能自动完成内外圆柱面、锥面、圆弧、螺纹等工序的切削加工,进行切槽、钻、扩、铰孔等加工,适合复杂形状工件的加工以及轮廓形状特别复杂或难于控制尺寸的回转体零件、特殊的螺旋零件、淬硬工件的加工等。
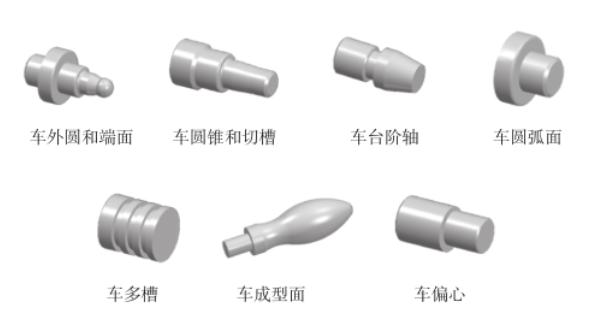
数控车削内容
数控车床的历史
数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视并得到了迅速的发展。
在机械制造工业中,单件与小批量生产的零件(批量在10-100件)约占机械加工总量的75-80%。尤其是航空航天、造船、机床、重型机械以及国防工业中使用的零件,精度要求高、形状复杂、加工批量小,用普通机床加工这些零件效率低、劳动强度大,甚至无法加工。为解决这些问题,具有高精度、高效率、灵活、通用性强的自动化加工设备-数控机床应运而生。
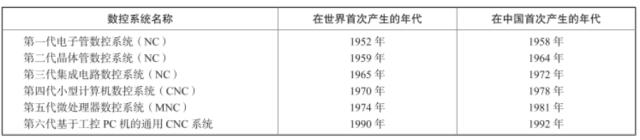
第一台数控机床是1952年美国帕森兹公司与麻省理工学院(MIT)合作研制的三坐标数控铣床,综合应用电子计算机、自动控制、伺服驱动、精密检测与新型机械结构等多方面的技术成果,可用于加工复杂曲面零件。数控机床的发展先后经历了电子管(1952)、晶体管(1959)、小规模集成电路(1965)、大规模集成电路及小型计算机(1970)和微处理机或微型计算机(1974)等五代数控系统。1990年纪与工控PC及的通用CNC系统形成了第六代数控机床。
中国数车
中国数控机床的发展紧跟着国际发展的脚步
1958年由清华大学研制出数控样机,到现在数控机床市场已经一派繁荣,已掌握了5-6轴联动数控技术。国内居于领头羊位置的是华中数控(HNC)系统与广州数控(GSK)系统。
我国中档普及型数控机床的功能、性能和可靠性已具有较强的市场竞争力,但在高档数控机床、配套的高质量功能部件方面与国外的先进产品相比,仍存在差距。
数控车床的奇奇怪怪的问题
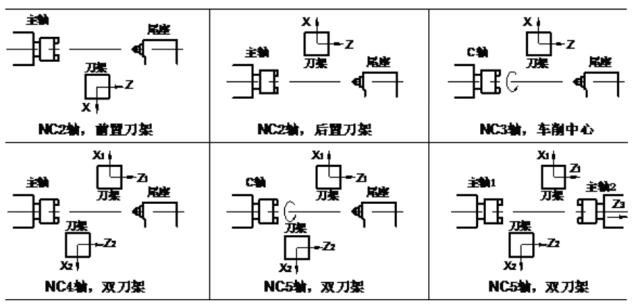
问:数控车床可以有不止一个刀架么?
答:数控车床的刀架是机床的重要组成部分,用于夹持切削用的刀具,它的结构直接影响切削性能和切削效率。数控车床的布局可以尝试单主轴单刀架、单主轴双刀架、双主轴双刀架等不同的结构变化。
问:啥是车刀切削的“一尖两刃三刀”?
答:一尖两刃三刀是指刀尖、主切削刃、副切削刃,前刀面、主后刀面、副后刀面。
上海大学工程训练中心
上海大学工程训练中心为全学校人才培养提供支持保障上海大学工程训练中心@版权所有
快速入口
常用链接
关注我们


